Para hacer la superficie de laBarra colectora anodizada 6063 T5produce una superficie dura, el fabricante oxidará la pieza de trabajo de aluminio, de modo que el efecto del proceso no solo puede mejorar el rendimiento de la barra colectora anodizada 6063 T5, sino también mejorar la estética de la pieza de trabajo. Sin embargo, después de la oxidación delBarra colectora anodizada 6063 T5, hay algunas cosas a tener en cuenta. De lo contrario, la barra colectora anodizada 6063 T5 no funcionará bien e incluso puede causar daños tempranos en elBarra colectora anodizada 6063 T5
1. Enjuague con agua caliente. El propósito del lavado con agua caliente es envejecer la película. Sin embargo, la temperatura del agua y el tiempo deben controlarse estrictamente. Cuando la temperatura del agua es demasiado alta, la capa de la película se adelgaza y el color se aclara. Si el tiempo de procesamiento es demasiado largo, ocurrirán problemas similares. La temperatura y el tiempo adecuados son: temperatura 40~50°C tiempo 0,5~1MIN.
2, seco. Es mejor secar y secar naturalmente. La pieza de trabajo llena de agua caliente está inclinada en el estante, de modo que el agua libre en la superficie de trabajo fluye hacia abajo en dirección recta. Las gotas de agua que fluyen hacia la esquina inferior se succionan con una toalla y el color de la película seca con este método no se ve afectado y parece natural.
3. Envejecimiento. El método de envejecimiento se puede determinar de acuerdo con las condiciones climáticas. En el verano con luz solar, puede exponerse a la luz solar. El óxido de aluminio se puede hornear en los días de lluvia o al horno en invierno. Las condiciones del proceso son: temperatura 40~50°C durante 10~15min.
4. Reelaboración de piezas no calificadas. Las partes de la película de óxido conductor no calificadas deben seleccionarse antes del proceso de secado y envejecimiento. Debido al secado y el envejecimiento, la capa de película es difícil de quitar y afectará la rugosidad de la superficie de la pieza de trabajo. Para piezas de trabajo no calificadas, podemos tomar las siguientes medidas simples para resolver.
En primer lugar, la pieza de trabajo no calificada se sujeta al accesorio para anodizado de aluminio y luego se anodiza de acuerdo con el método de anodizado de aluminio en solución de ácido sulfúrico durante 2 a 3 minutos, hasta que la capa de película se ablanda y se despega, y luego se lava ligeramente con álcali. solución y ácido nítrico. La anodización conductiva se puede volver a ejecutar después de que se emita la luz.
El arte del péndulo de óxido de aluminio requiere que la pieza de trabajo se limpie con un solvente orgánico antes de transferirla al proceso de tratamiento térmico o soldadura para eliminar el aceite de la superficie. Sin embargo, esto generalmente no es posible, por lo que se forma una superficie de la pieza de trabajo con una capa de carbón sinterizado con aceite, que se coquiza. La sustancia es difícil de eliminar en el disolvente orgánico. Si se sumerge en la lejía, se producirá una corrosión local que provocará picaduras o desniveles, lo que afectará gravemente a la calidad del producto.
Embarrado de aluminio anodizado 6063 T5
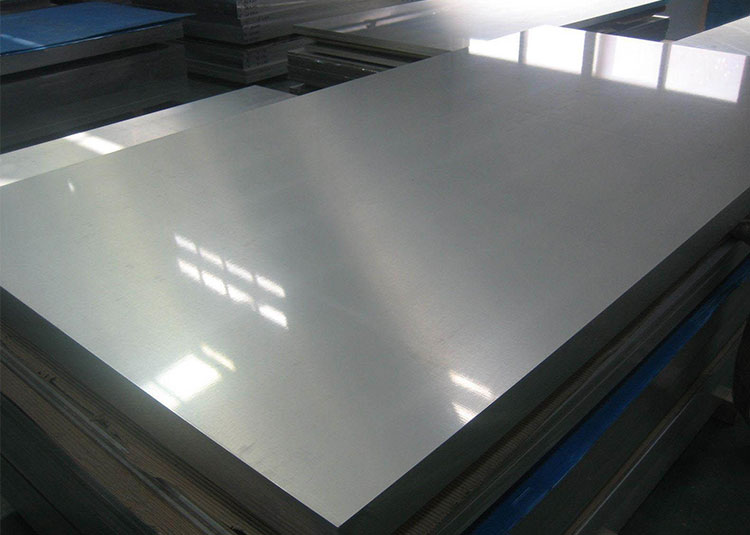
Hojas de aluminio
Ver detalles
Bobinas de aluminio
Ver detalles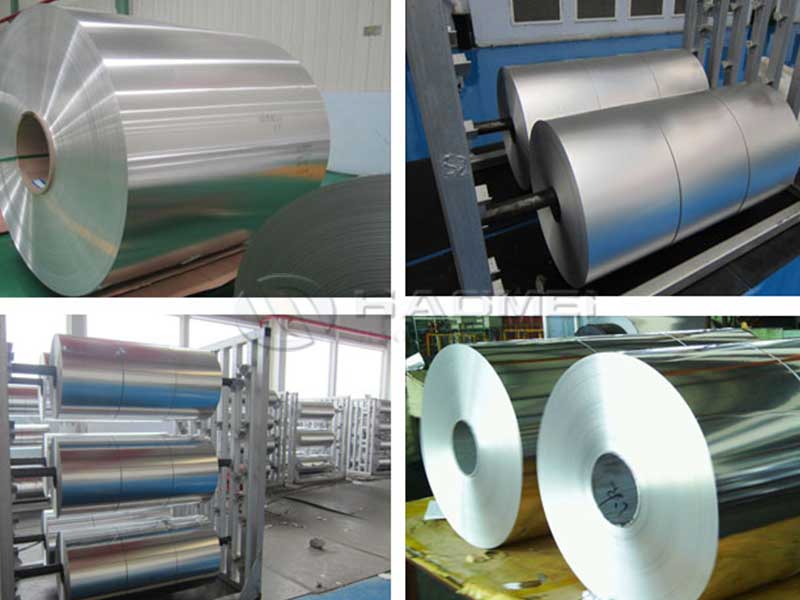
Láminas de aluminio
Ver detalles
Tiras de aluminio
Ver detalles
círculos de aluminio
Ver detalles
Aluminio revestido
Ver detalles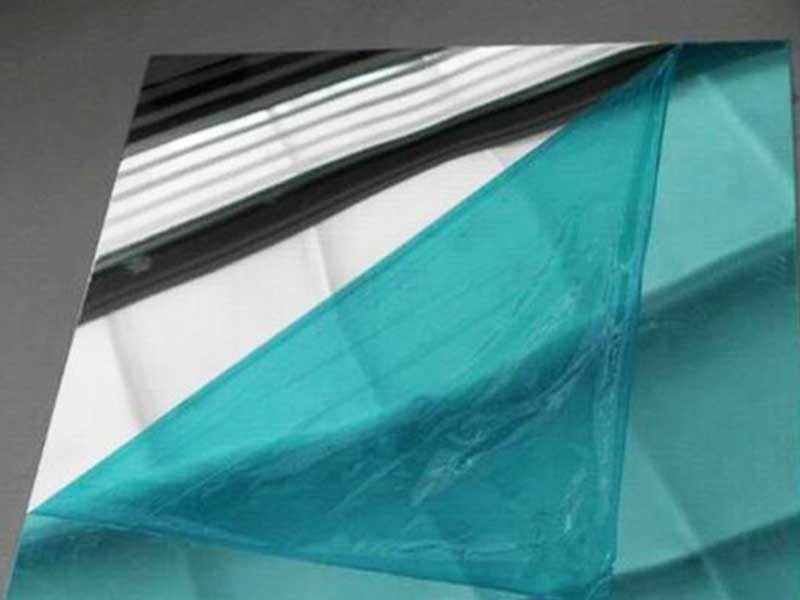
Espejo Aluminio
Ver detalles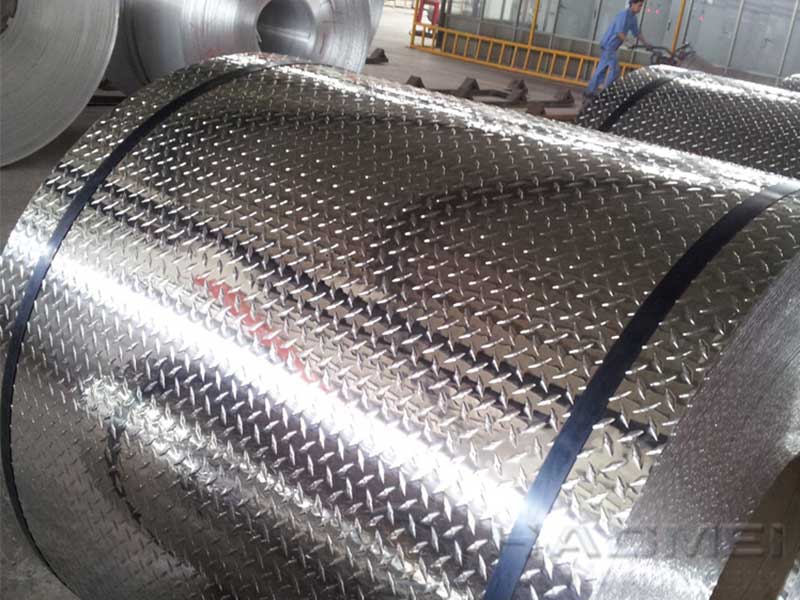
Aluminio Repujado Estuco
Ver detallesAluminio
- Alambre de aluminio desnudo ox...
- instalación de revestim...
- rollos de revestimiento de alu...
- Tres tipos de procesos de fabr...
- 1100 círculo de alumini...
- Placa de aluminio aislante
- láminas de aluminio con...
- Aplicación de placa de...
- Letreros de aluminio en blanco
- 4343/3003/7072 Hoja de soldadu...
- hoja de revestimiento de aisla...
- Papel de aluminio de la carcas...
- Espacios en blanco para se&nti...
- Defectos y soluciones de &aacu...
- Ánodo de carbono precoc...
- alambre de aluminio esmaltado...
- ánodo de sacrificio de...
- Principio de oxidación...
- Fabricante de revestimiento de...
- hoja de aluminio para estampar