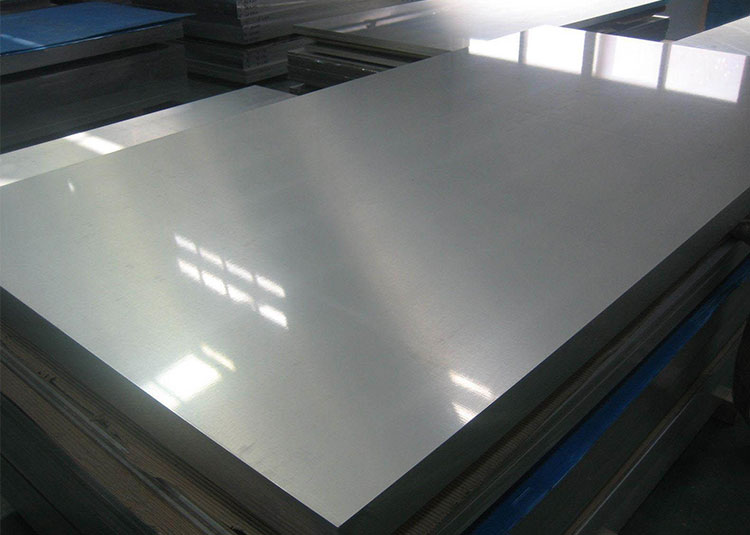
전해 알루미늄용 양극 어셈블리양극 강철 클로와 미리 구운 양극 탄소 블록이 함께 결합되는 과정입니다. 각 미리 구운 양극 탄소 블록은 알루미늄 가이드 막대, 주철 클로 헤드 및 미리 구운 양극 탄소 블록의 세 부분으로 구성됩니다. (가이드로드와 주강 클로 사이) 용접되고 인 선철을 주조하여 연결되어 양극 탄소 블록 그룹을 형성합니다. 양극 탄소 블록 그룹은 일반적으로 단일 블록 그룹이며 이중 블록 그룹과 3 블록 그룹도 있습니다.
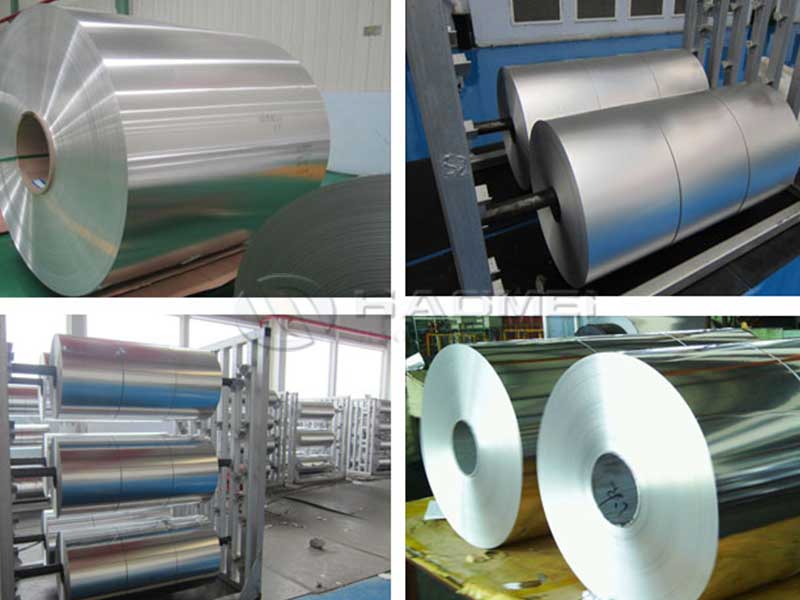
각 알루미늄 전해 셀은 8~32개의 양극 탄소 블록 그룹으로 구성됩니다.전해 알루미늄용 양극 어셈블리일반적으로 기본 알루미늄 및 알루미늄 합금으로 만들어집니다. 길이는 2000~2200mm이고 단면은 직사각형이며 그 크기는 통과하는 전류에 따라 달라진다. 일반적인 전류 밀도는 35 ~ 40A/cm2입니다. 주철 클로 헤드는 ZG25로 만든 주강입니다. 양극 탄소 블록의 수에 따라 클로에는 3개의 클로, 4개의 클로, 6개의 클로가 있습니다. 발톱은 직선 또는 직사각형으로 배열됩니다. 각 탄소 블록은 적어도 두 개의 발톱에 연결됩니다.
클로 헤드는 조립 전에 모래로 세척하고 흑연 슬러리로 코팅해야 용융 철에 의한 강철 클로 헤드의 침식을 방지하고 강철 클로와 주철 사이의 접촉 상태를 개선하고 접촉 압력 강하를 줄이고 촉진합니다. 가이드로드 사이클 동안 인과 철의 제거. 양극 카본 블록에는 스틸 클로 헤드 용 카본 보울이 있습니다. 카본 보울은 둥글고 깊이는 일반적으로 80 ~ 120mm입니다. 주철의 결합력을 향상시키기 위해 그리고 카본 블록, 카본 보울의 내벽에 슈트가 있습니다.
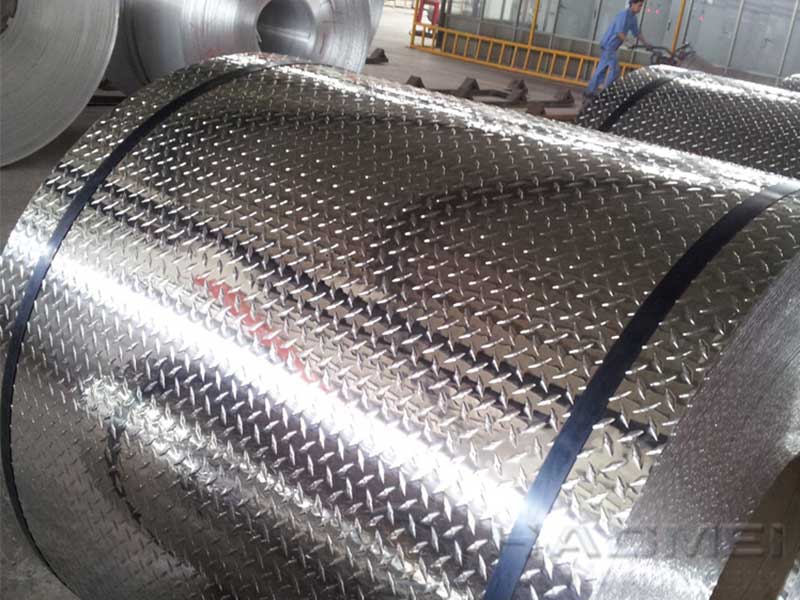
인 함량이 낮은 주철(일반적으로 인 선철이라고 함)을 사용하는 주조 양극 탄소 블록. 양극 자동 조립 프로세스는 다음과 같습니다.전해 알루미늄용 양극 어셈블리스프로킷에 의해 정지되고 직선화, 모래 세척, 흑연 코팅 및 기타 공정이 이송 과정에서 자동으로 완료됩니다. 레일 컨베이어로 이송되는 사전 베이킹된 양극 카본 블록과 동기화할 때 클로 헤드는 자동으로 카본 보울에 배치됩니다. , 여러 개의 카본 보울이 정량의 인 선철로 주조기에 의해 자동으로 부어집니다. 냉각된 조립된 카본 블록은 스프로킷 트롤리로 운반됩니다.
각 양극의 주조 시간은 1분 미만입니다.