Mật độ hiện tại của quá trình oxy hóa anot của nhôm và hợp kim của nó được kiểm soát trong khoảng từ 1 đến 1,5A/dm2 ở nhiệt độ bình thường (khoảng 20 C), ngoại trừ công thức quy trình đặc biệt.
Theo nhiệt độ của dung dịch, nồng độ của dung dịch, hình dạng của các bộ phận và các điều kiện công nghệ có liên quan khác, việc lựa chọn được thực hiện.
Trong các điều kiện có thể, việc tăng mật độ dòng điện đúng cách có thể đẩy nhanh quá trình hình thành màng, rút ngắn thời gian anot hóa, tăng độ xốp của màng và cải thiện hiệu ứng tạo màu. Tuy nhiên, khi mật độ dòng điện tiếp tục tăng, nhiệt Joule sẽ ảnh hưởng đến quá trình oxy hóa anot. Hiệu ứng nhiệt trong lỗ của màng sẽ tăng lên và nhiệt độ cục bộ sẽ tăng nhanh, do đó làm tăng tốc độ hòa tan của màng oxit và giảm tốc độ tạo màng. Sự phân bố dòng điện không đồng đều cũng sẽ xảy ra khi gặp phải các bộ phận phức tạp, điều này sẽ ảnh hưởng đến hiệu ứng tô màu. Cũng có thể có màng oxit lỏng lẻo, giòn, nứt hoặc vết trắng trên bề mặt phôi, dễ xóa hoặc có thể xảy ra hiện tượng mài mòn phôi trong trường hợp nghiêm trọng.
Tốc độ tăng trưởng của màng có thể được tăng tốc bằng cách chọn mật độ dòng điện thích hợp trong một phạm vi nhất định, nhưng nó sẽ giảm khi mật độ dòng điện vượt quá một giá trị nhất định.
Theo các quy tắc trên, để đảm bảo chất lượng sản phẩm và nâng cao hiệu quả sản xuất, các phương pháp sau có thể được áp dụng.
Khi điều kiện làm mát tốt và dung dịch có thể đáp ứng khuấy mạnh, giới hạn trên của mật độ dòng điện có thể được sử dụng để cải thiện hiệu quả làm việc.
Trong điều kiện không có thiết bị làm mát và không khuấy mạnh, mặc dù nhiệt độ của dung dịch ở mức vừa phải vào thời điểm đó, nhưng mật độ dòng điện phải được kiểm soát đúng cách để ngăn ngừa các vấn đề về chất lượng do quá trình nung nóng quá mức trong quá trình oxy hóa anốt và các bộ phận gây ra. có thể bị cắt bỏ trong trường hợp nghiêm trọng. Phương pháp hiệu quả nhất là giảm mật độ dòng âm lượng.
Ước tính chính xác diện tích bề mặt của các bộ phận được anot hóa cũng là một điều kiện quan trọng để kiểm soát hợp lý mật độ dòng điện cần được chú ý.
Bề mặt của phần lõm sâu của các bộ phận được anot hóa phải được phân bố với mật độ dòng điện giống như các bề mặt khác.
Làm thế nào để kiểm soát mật độ hiện tại trong anodizing của tấm nhôm
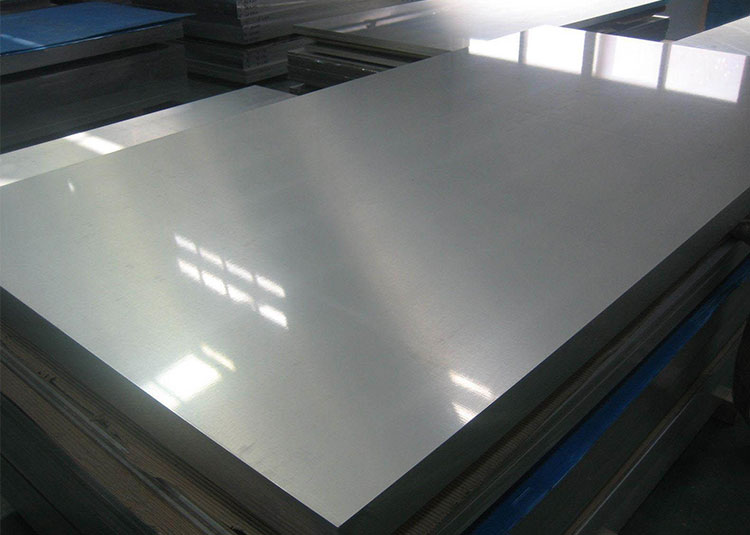
Tấm nhôm
Xem chi tiết
Cuộn nhôm
Xem chi tiết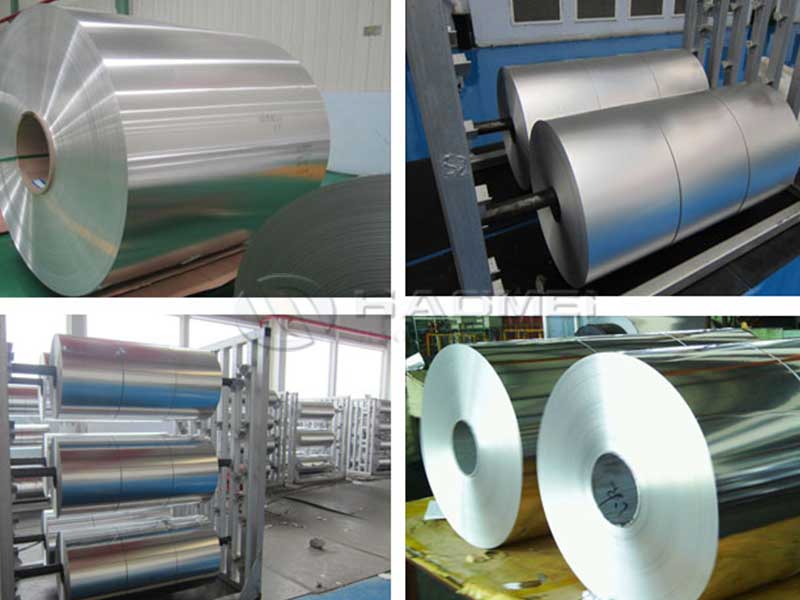
Lá nhôm
Xem chi tiết
Dải nhôm
Xem chi tiết
Vòng tròn nhôm
Xem chi tiết
Nhôm tráng
Xem chi tiết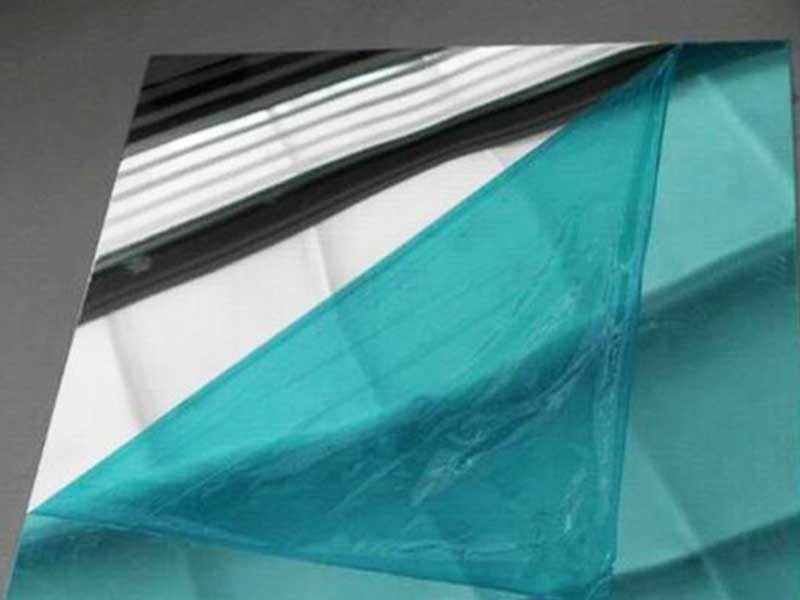
Gương nhôm
Xem chi tiết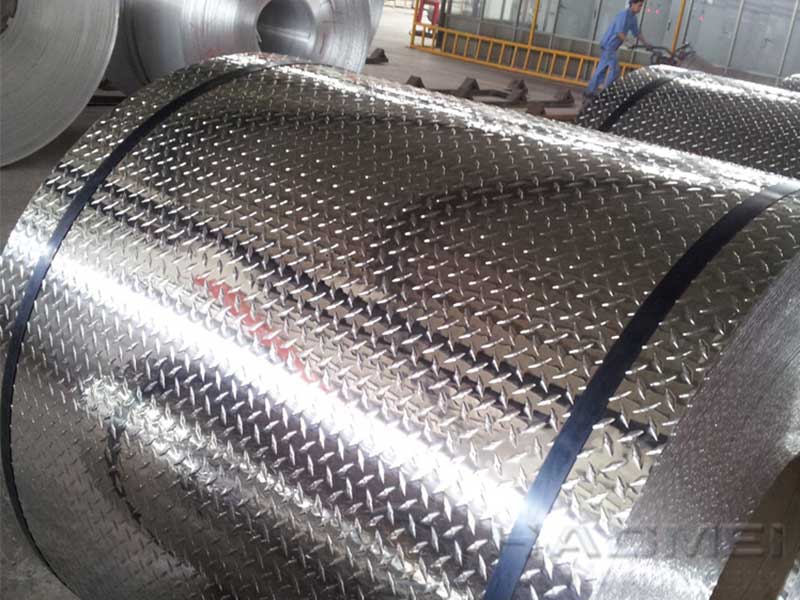
Vữa nhôm nổi
Xem chi tiếtNhôm
- Thanh nhôm tròn n...
- Tấm nhôm dập...
- Dải băng nhôm...
- Tấm nhôm phả...
- Nhà sản xuấ...
- khả năng chịu...
- DC 5754 H114 tấm nh&ocir...
- Vật liệu tẩy...
- Thanh dây cán n&o...
- Nhôm PTP, Giấy v&#...
- Áo khoác nh&ocir...
- Lá nhôm hộ...
- thanh chữ t nhôm 6...
- Vật liệu PP Cap-Nh...
- Dây hàn hợp...
- Lá hợp kim nh&oci...
- Tấm nhôm đ&aa...
- Cách bảo quả...
- tụt hậu ống...
- khoảng trống bN...