5052 リング プル缶の蓋用アルミニウム ストリップ
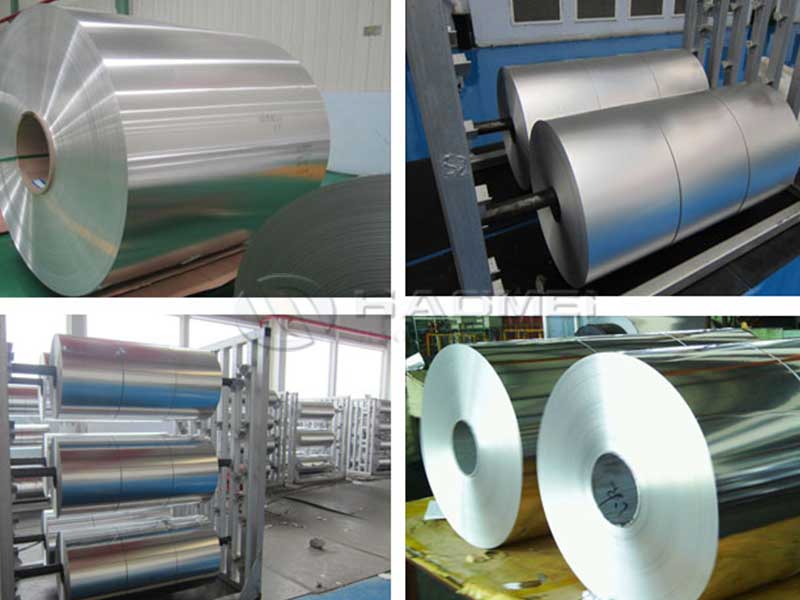
リング プル用 5182 アルミニウム ストリップ コイル
リング プル用 5182 アルミニウム ストリップ コイル
1.代表的な製品
5052 アルミニウム リング プル缶蓋ストリップ: 厚さ: 0.22 - 0.5 mm。幅: 1280mm; 5052/5182:H19合金
5182 アルミニウム リング プル ストリップ: 厚さ: 0.25: 0.5mm;幅: 1280mm;合金の質: 5182 H19
5182 アルミニウム リング プル ストリップ: 厚さ: 0.25: 0.5mm;幅: 1280mm;合金の質: 5182 H19
2、製品の特徴
(1) リング プル ストックは一般に 5052 5182 アルミニウム合金加工を採用し、リング プル缶蓋の材料は一般に 5052 および 5182 アルミニウム合金加工を使用します。
(2) 柔軟なスタンピング変形は簡単に割れません。
(3) 密度が小さく、軽量で、表面が滑らかで、肌触りが良い。
(4)環境保護は、リサイクルと再利用が容易です。
3. 主な品質要件
表面処理は良好です。黒、跡、タイヤ跡、腐食、圧力折り目、折り目、ローラー印刷の矯正、油染み、棒状の損傷、引っかき傷、金属および非金属の圧入などは許されません。明らかな欠陥、ストリップ平坦度が10I以上(または波高が3mm以下、波長が400mm以上が望ましい)。
4. 生産管理
(1) 良好な幅公差の厳密な管理。
厚み公差:+0.01mm(できれば0.005mm)
幅公差:+1mm
平坦度の要件: 高さ 3 mm 未満、波数の 1 メートル以内は 3 未満です。
(2)。機械的性質:
降伏強さ: 295-380Mpa;
引張強度: 355-420 Mpa;
延長率: 5.5%;
焼成後:耐力:320MPa;引張強度:360MPa以上。伸び率: = 5.5%
(3)。プレート形状制御:
ロールと組み合わせて、ロールを曲げ、スプレーを使用して良好な平坦度を制御し、ホットマシンの凸度を0.1〜0.8%の間で制御し、明らかな波のないホットオンラインビジュアルを確保します。
(4)。外観品質:
エンドエッジクラックなし、ロールエンドきれい、千鳥ピラミッドなし。
5.鋳造プロセスの管理ポイント
(1)Naの含有量を制御し、過剰なナトリウム含有量、ナトリウム脆化の出現を回避する(記憶はナチスに関連している可能性があります);
(2) 大きなクラックやクラックのその後のローリングを防ぐために、精製されたガスを追加することに注意してください。
(3)スラグの初期ガスやその他の冶金品質に加えて、爆発タンクのときに顧客によって引き起こされるスラグの使用を防ぐために注意してください。
6. 熱間圧延プロセス
(1) 熱間圧延工程: 大型片面フライス加工 15-20mm、側面フライス加工 10-15mm;
(2) 暖房システム: 炉ガス温度 490 度、33 時間の保温、焼成温度 475-485;
(3) ローラータイプ: -0.02mm;
(4)エマルション指数:熱間圧延時の実際の生産条件による。
(5)機械の厚さの下:下限制御により、6.0〜6.5mmのプロセス要件を満たすため。
(6) 表面制御: 平らな道路の熱い表面、最初のコイリングと 2 番目のコイリングは、均一な白い現象を持つことができます。表面には傷、擦り傷、砂穴などの深さの欠陥がなく、軟鋼の痕跡、軽度のトラコーマ、わずかな穴があり、エッジはエッジの重量の範囲内でカットできます。肌。
(7) 平坦度制御: ロール、曲げロール、スプレーを使用して良好な平坦度を制御し、0.1 ~ 0.8% の間のホット マシン 8 クラウン コントロール、明らかな波のないホット オンライン ビジュアルを確保します。
(8) 外観品質: エッジの亀裂の端面、きれいなロール表面、千鳥ピラミッドなし。
工場の技術と科学研究部門を通じて、絶え間ない努力を行い、アルミニウム蓋の在庫、リングプル在庫の生産量は4000トンに達しました。優れた製品品質と優れたアフターサービスにより、国内外のユーザーから高い評価を得ています。