Dải nhôm 5052 cho nắp hộp kéo vòng
Cuộn nhôm 5182 dành cho kéo vòng
Cuộn nhôm 5182 dành cho kéo vòng
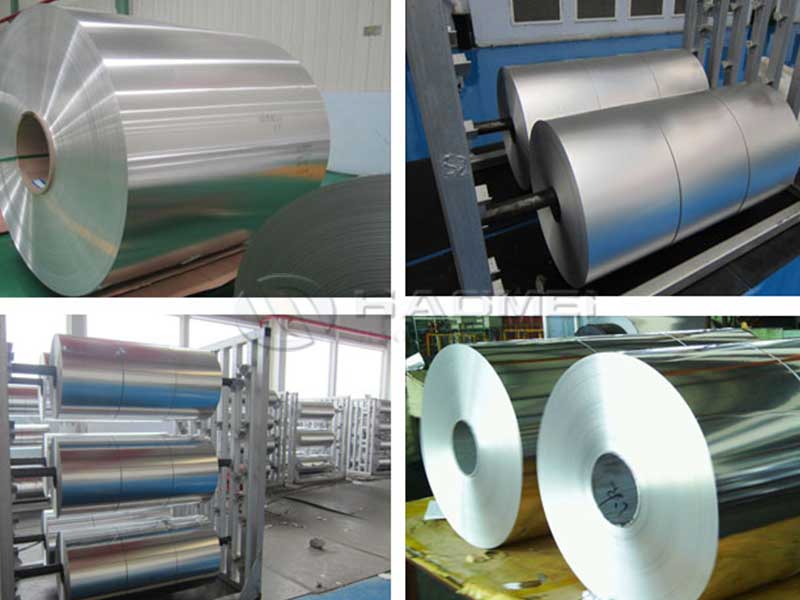
1. Sản phẩm tiêu biểu
Dải nắp lon kéo vòng nhôm 5052: độ dày: 0,22 - 0,5mm; chiều rộng: 1280mm; 5052/5182: Hợp kim H19
Dải kéo vòng nhôm 5182: độ dày: 0,25: 0,5mm; chiều rộng: 1280mm; nhiệt độ hợp kim: 5182 H19
Dải kéo vòng nhôm 5182: độ dày: 0,25: 0,5mm; chiều rộng: 1280mm; nhiệt độ hợp kim: 5182 H19
2, Tính năng sản phẩm
(1) Cổ phiếu Ring Pull thường sử dụng gia công hợp kim nhôm 5052 5182, vật liệu của Ring Pull Can Lid thường sử dụng hợp kim nhôm 5052 và 5182 đã gia công;
(2) linh hoạt, biến dạng dập không dễ bị nứt;
(3) mật độ nhỏ, trọng lượng nhẹ, bề mặt nhẵn, cảm giác tốt;
(4) bảo vệ môi trường dễ tái chế và tái sử dụng.
3. Yêu cầu chất lượng chính
Xử lý bề mặt tốt, không cho phép có vết đen, vết, vết lốp, ăn mòn, nếp gấp do áp lực, nếp nhăn, in trục lăn thẳng, vết dầu, vết thương do dính, vết trầy xước, kim loại và phi kim loại bị ép vào, v.v. khuyết tật rõ ràng, dải độ phẳng lớn hơn 10I (hoặc chiều cao sóng nhỏ hơn hoặc bằng 3 mm, bước sóng tốt nhất là hơn 400mm).
4. Kiểm soát sản xuất
(1) kiểm soát chặt chẽ dung sai chiều rộng tốt.
Dung sai độ dày: + 0.01mm (tốt nhất là 0.005mm)
Dung sai chiều rộng: + 1mm
Yêu cầu về độ phẳng: chiều cao dưới 3 mm, trong vòng 1 mét số sóng nhỏ hơn 3;
(2). Tính chất cơ học:
Sức mạnh năng suất: 295-380Mpa;
Độ bền kéo đứt: 355-420 Mpa;
Tỷ lệ gia hạn: 5,5%;
Sau khi nướng: cường độ năng suất: 320MPa; độ bền kéo: hơn 360MPa; tỷ lệ kéo dài: = 5,5%
(3). kiểm soát hình dạng tấm:
Kết hợp với cuộn, cuộn uốn, phun sử dụng kiểm soát độ phẳng tốt, đảm bảo kiểm soát độ lồi của máy nóng trong khoảng 0,1 ~ 0,8%, hình ảnh trực quan nóng không có sóng rõ ràng.
(4). chất lượng ngoại hình:
Không có vết nứt ở mép cuối, đầu cuộn gọn gàng, không có hình chóp so le.
5. Điểm kiểm soát quy trình đúc
(1) để kiểm soát hàm lượng Na, để tránh hàm lượng natri quá mức, sự xuất hiện của sự giòn natri (bộ nhớ có thể được liên kết với Đức quốc xã);
(2) lưu ý rằng việc bổ sung khí, được tinh chế, để ngăn chặn các vết nứt và vết nứt lớn tiếp theo;
(3) lưu ý rằng ngoài khí xỉ ban đầu và chất lượng luyện kim khác, để ngăn chặn việc sử dụng xỉ do khách hàng gây ra khi bể nổ.
6. Quy trình cán nóng
(1) quy trình máy cán nóng: phay một mặt lớn 15-20mm, phay mặt bên 10-15mm;
(2) hệ thống sưởi ấm: nhiệt độ khí lò 490 độ, giữ nhiệt 33 giờ, nhiệt độ nướng 475-485;
(3) loại con lăn: -0,02mm;
(4) chỉ số nhũ tương: theo điều kiện sản xuất thực tế tại thời điểm cán nóng;
(5) dưới độ dày của máy: để đáp ứng các yêu cầu của quy trình trong khoảng 6,0-6,5mm, càng nhiều càng tốt bằng cách kiểm soát giới hạn dưới;
(6) kiểm soát bề mặt: bề mặt nóng trên đường bằng phẳng, cuộn thứ nhất và cuộn thứ hai có thể có hiện tượng trắng đồng nhất, cuộn cuối cùng thông qua bề mặt phụ tiếp xúc với ánh kim loại và màu sắc đồng nhất, không có hiện tượng bám dính màu trắng và nhôm. Bề mặt không cho phép trầy xước, trầy xước, lỗ cát, v.v. Độ sâu của khuyết tật, có thể có dấu thép nhẹ, mắt hột nhẹ, rỗ nhẹ, cạnh có thể được cắt trong phạm vi trọng lượng của cạnh. làn da.
(7) kiểm soát độ phẳng: với cuộn, cuộn uốn, phun sử dụng kiểm soát độ phẳng tốt, đảm bảo máy nóng 8 vương miện kiểm soát trong khoảng 0,1 ~ 0,8%, hình ảnh trực tuyến nóng không có sóng rõ ràng.
(8) chất lượng bề ngoài: bề mặt cuối của vết nứt cạnh, bề mặt cuộn gọn gàng, không có hình chóp so le.
Thông qua các bộ phận nghiên cứu khoa học và công nghệ nhà máy, nỗ lực không ngừng, kho nắp nhôm, sản lượng kho Ring Pull đã đạt 4000 tấn. Chất lượng sản phẩm vượt trội và dịch vụ hậu mãi tốt, đã giành được sự khen ngợi của người dùng trong và ngoài nước.