Brasagem Liga de Alumínio
A brasagem de alumínio usando fluxos não corrosivos é o principal processo de fabricação de trocadores de calor automotivos. Recentemente, este processo tornou-se mais difundido na indústria estacionária de Aquecimento, Ventilação, Ar Condicionado e Refrigeração (HVAC&R), tanto para aplicações domésticas quanto comerciais. O processo de brasagem padrão envolve a união de componentes com uma liga de brasagem, normalmente uma liga de enchimento de alumínio-silício. As ligas de alumínio para brasagem Al-Si têm faixas de fusão de 577°C a 610°C, que é consideravelmente menor do que a faixa de ponto de fusão da liga de alumínio para brasagem básica usada para trocadores de calor (630°C – 660°C). Uma tendência consistente e contínua em todos os setores de fabricação de trocadores de calor é a redução do peso, conseguida pela diminuição dos componentes. Além disso, a resistência à corrosão é um fator chave – particularmente quando não há revestimento ou tratamento pós-brasagem adicional. Essas tendências muitas vezes contraditórias exigem uma liga de alumínio de brasagem com resistência pós-soldada cada vez maior. Embora as ligas das séries 7xxx (ligadas com Zn) e 2xxx (ligadas com Cu) possam ser endurecidas por precipitação para as mais altas resistências de qualquer liga de alumínio de brasagem, sua resistência à corrosão sem qualquer revestimento adicional é baixa e suas temperaturas solidus estão abaixo da faixa de fusão das combinações de fluxo e metal de adição usadas atualmente e, portanto, não são adequadas para a fabricação de trocadores de calor por brasagem.
As ligas mais comuns usadas para brasagem de alumínio são da série 3xxx (ligadas com Mn).
Após serem submetidas a altas temperaturas durante o ciclo de brasagem, essas ligas apresentam resistência mecânica pós-brasagem relativamente baixa. Maior resistência é oferecida pelas ligas da série 5xxx (ligadas com 2 a 5% em peso de Mg) onde o reforço pós-soldado é obtido por endurecimento por solução sólida ou pela série 6xxx (ligado com Mg e Si) que pode ser endurecido por precipitação.
Além de aumentar a resistência mecânica pós-brasagem, a adição de Mg a certas ligas permite uma melhor usinabilidade. A usinagem é necessária para os componentes do trocador de calor, como blocos de conexão e conexões roscadas. No entanto, há uma certa limitação com as ligas mencionadas acima. Todos eles contêm magnésio. Durante o ciclo de brasagem, o Mg influencia negativamente o processo de remoção de óxido e é geralmente aceito que níveis de Mg de até 0,3% podem ser brasados com segurança com o fluxo de brasagem padrão. Esta influência negativa pode ser mitigada com o uso de compostos contendo césio. O mecanismo de interferência do Mg no processo de brasagem e o papel positivo das adições de Cs ao fluxo no combate aos efeitos do Mg são os assuntos do presente trabalho.
Especificação e folha de dados
Superfície
Especificação e folha de dados
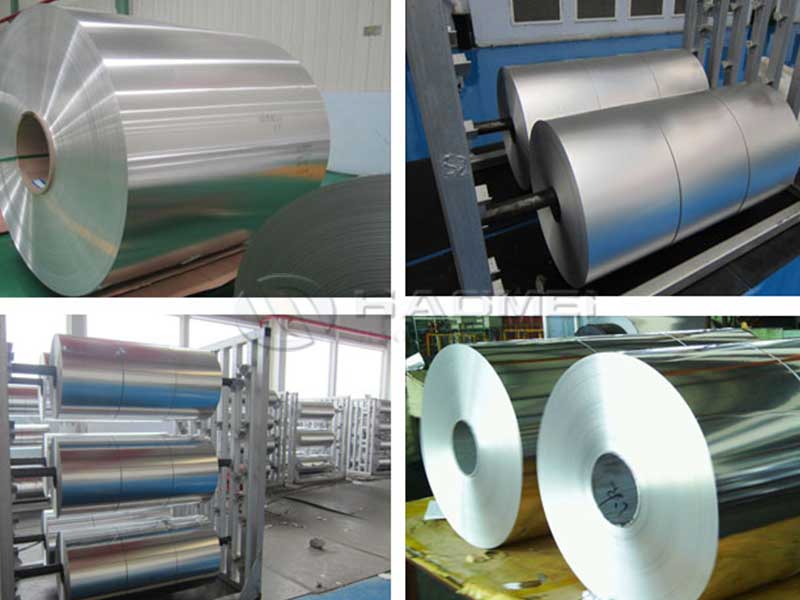
| Brasagem Liga de Alumínio Dimensões | ||
| Tiras | Lençóis | |
| Grossura | 0,051 mm -- 3,0 mm | 0,4 mm -- 6,35 mm |
| Largura | 6mm--1600mm | 500--1600mm |
| Comprimento | máx. 10000mm | |
| Qualidade de borda | Aparado | Aparado e fendido; serrado |
|
Diâmetro interno diâmetro interno |
305mm, 405mm, 505mm Núcleo de papel, Núcleo de alumínio, sem núcleo. | |
| Diâmetro externo | máx. 1600mm sem ponto de conexão | |
| Revestimento | |
| Revestimento | Um lado; Ambos os lados |
| Taxa de revestimento | 5%, 7,5%, 10%, 13%, 15% (outras porcentagens de revestimento disponíveis mediante solicitação) |
| Tolerância de revestimento |
Espessura do revestimento de 1,5%-- Espessura do revestimento de 4,0--6,0%: +/-1,0 Espessura do revestimento de 6,0-- Espessura do revestimento de 12,0--20,0%: +/-2,0 |
Superfície
| Superfície | |
| Qualidade | Acabamento de laminação; para espessura 0,3--3,5 mm, quimicamente desengordurado |
| marcação | Marcação de tinta |
1> Tolerância de acordo com EN e ASTM.
2> Maior espessura sob consulta.
3> Dimensões, tolerâncias e ligas especiais sob consulta.
| Brasagem Liga de Alumínio Dimensões Composição química | |||||||||||
| LIGAS DE ALUMÍNIO CLAD | Outras | ||||||||||
| Liga | E | Fé | Cu | Mn | mg | Cr | Zn | De | cada | total | |
| Ligas cladeadas para brasagem VCA de acordo com EN573-3 | |||||||||||
| 4004 |
mín. máx. |
9,0 10.5 |
- 0,8 |
- 0,25 |
- 0,10 |
1,0 2.0 |
- - |
- 0,20 |
- - |
- 0,05 |
- 0,15 |
| 4104 (atualmente aposentado g 0,02% - 0,20% dia) |
mín. máx. |
9,0 10.5 |
- 0,8 |
- 0,25 |
- 0,10 |
1,0 2.0 |
- - |
- 0,20 |
- - |
- 0,05 |
- 0,15 |
| Ligas de argila para brasagem CAB de acordo com EN573-3 | |||||||||||
| 4343 |
mín. máx. |
6.8 8.2 |
- 0,8 |
- 0,25 |
- 0,10 |
- - |
- - |
- 0,20 |
- - |
- 0,05 |
- 0,15 |
| 4045 |
mín. máx. |
9,0 11,0 |
- 0,8 |
- 0,30 |
- 0,05 |
- 0,05 |
- - |
- 0,10 |
- 0,20 |
- 0,05 |
- 0,15 |
| 4047 a |
mín. máx. |
11,0 13,0 |
- 0,6 |
- 0,30 |
- 0,15 |
- 0,10 |
- - |
- 0,20 |
- 0,15 |
- 0,05 |
- 0,15 |
| Ligas cladeadas contendo Zn para brasagem CAB | |||||||||||
| 4343.ZN |
mín. máx. |
6.8 8.2 |
- 0,8 |
- 0,25 |
- 0,10 |
- - |
- - |
0,8 1.2 |
- - |
- 0,05 |
- 0,15 |
| 4045.ZN |
mín. máx. |
9,0 11,0 |
- 0,8 |
- 0,30 |
- 0,05 |
- 0,05 |
- - |
0,8 1.2 |
- 0,20 |
- 0,05 |
- 0,15 |
| Ligas cladeadas para proteção contra corrosão de acordo com EN573-3 | |||||||||||
| 1050A |
mín. máx. |
- 0,25 |
- 0,40 |
- 0,05 |
- 0,05 |
- 0,05 |
- - |
- 0,07 |
- 0,05 |
- 0,03 |
- - |
| 7072 |
mín. máx. |
- 0,7(Si+Fe) |
- 0,10 |
- 0,10 |
- 0,10 |
- - |
0,8 1.3 |
- - |
- 0,05 |
- 0,15 |
|
| Todos os dados em % em peso; Composição de liga específica do cliente mediante solicitação. | |||||||||||
| 3××× ligas de acordo com EN573-3 e ASTM 3××× | |||||||||||
| 3003 |
mín. máx. |
- 0,6 |
- 0,7 |
0,05 0,25 |
1,0 1,5 |
- - |
- - |
- 0,10 |
- - |
- 0,05 |
- 0,15 |
| 3004 |
mín. máx. |
- 0,30 |
- 0,70 |
- 0,25 |
1,0 1,5 |
0,8 1.3 |
- - |
= 0,25 |
- - |
- 0,05 |
- 0,15 |
| 3005 |
mín. máx. |
- 0,6 |
- 0,70 |
- 0,30 |
1,0 1,5 |
0,20 0,6 |
- 0,10 |
- 0,25 |
- 0,10 |
- 0,05 |
- 0,15 |
| 3103Contendo máx.0,10%(Zr+Ti) |
mín. máx. |
- 0,50 |
- 0,70 |
- 0,10 |
0,9 1,5 |
- 0,30 |
- 0,10 |
- 0,20 |
- - |
- 0,05 |
- 0,15 |
| 3105 |
mín. máx. |
- 0,6 |
- 0,7 |
- 0,30 |
0,30 0,80 |
0,20 0,80 |
- 0,20 |
- 0,40 |
- 0,10 |
- 0,05 |
- 0,15 |
| 5×××-ligas não tratáveis termicamente de acordo com EN573-3 e ASTM 5××× | |||||||||||
| 5049 |
mín. máx. |
- 0,40 |
- 0,50 |
- 0,10 |
0,50 1.10 |
1,60 2,50 |
- 0,30 |
- 0,20 |
- 0,10 |
- 0,05 |
- 0,15 |
| 5052 |
mín. máx. |
- 0,25 |
- 0,40 |
- 0,10 |
- 0,10 |
2.2 2.8 |
0,15 0,35 |
- 0,10 |
- - |
- 0,05 |
- 0,15 |
| 5083 |
mín. máx. |
- 0,40 |
- 0,40 |
- 0,10 |
0,40 1,0 |
4.0 4.9 |
0,05 0,25 |
- 0,25 |
- 0,15 |
- 0,05 |
- 0,15 |
| 6×××-ligas não tratáveis termicamente de acordo com EN573-3 e ASTM 6××× | |||||||||||
| 6063 |
mín. máx. |
0,20 0,60 |
- 0,35 |
- 0,10 |
- 0,10 |
0,45 0,90 |
- 0,10 |
- 0,10 |
- - |
- 0,05 |
- 0,15 |
| 6951 |
mín. máx. |
0,20 0,50 |
- 0,08 |
0,15 0,40 |
- 0,10 |
0,40 0,8 |
- - |
- 0,20 |
- - |
- 0,05 |
- 0,15 |
| 7×××-ligas não tratáveis termicamente de acordo com EN573-3 e ASTM 7××× | |||||||||||
|
7020 Contendo 0,08%-0,25% (Zr+Ti) e 0,08%--0,20% Zr |
mín. máx. |
- 0,35 |
- 0,40 |
- 0,20 |
0,05 0,50 |
1,0 1.4 |
0,10 0,35 |
4.0 5,0 |
- - |
- 0,05 |
- 0,15 |
| Brasagem Liga de Alumínio Dados de Propriedades Físicas do Material de Tiras | ||||||||||||||||
|
Liga |
Temperamento |
Grossura (milímetros) |
Tolerância (milímetros) |
Relação Clad (%) |
Tração Força (MPa) |
Colheita Força (MPa) |
Alongamento (%) mín. |
Inscrição | ||||||||
| 3003 | H14 | 0,08~0,12 | ±0,005 | Nenhum | 150~200 | ≥120 | 1 |
Aleta do evaporador e placa |
||||||||
| 3003 | H26 | 0,3~0,35 | ±0,015 | Nenhum | 190~220 | ≥160 | 8 |
Montagem de vidro material de suporte |
||||||||
| 3003 | H14 | 0,06~0,1 | ±0,005 | Nenhum | 150~200 | ≥120 | 1 |
Aleta do radiador e placa |
||||||||
|
4343/3003/ 4343 |
H14 | 0,06~0,1 | ±0,005 | 8~12 | 150~200 | ≥120 | 1 | |||||||||
|
4343/3003/ 4343 |
H14 | 0,08~0,12 | ±0,005 | 8~12 | 150~200 | ≥120 | 1 |
Paralelo aleta do condensador |
||||||||
|
4343/3003/ 4343 |
H14 | 0,1~0,12 | ±0,005 | 8~12 | 150~120 | ≥120 | 1 |
Ar de carga material mais frio |
||||||||
|
4045/3003/ 4045 |
H14 | 0,1~0,12 | ±0,005 | 8~12 |
150~200 |
|||||||||||