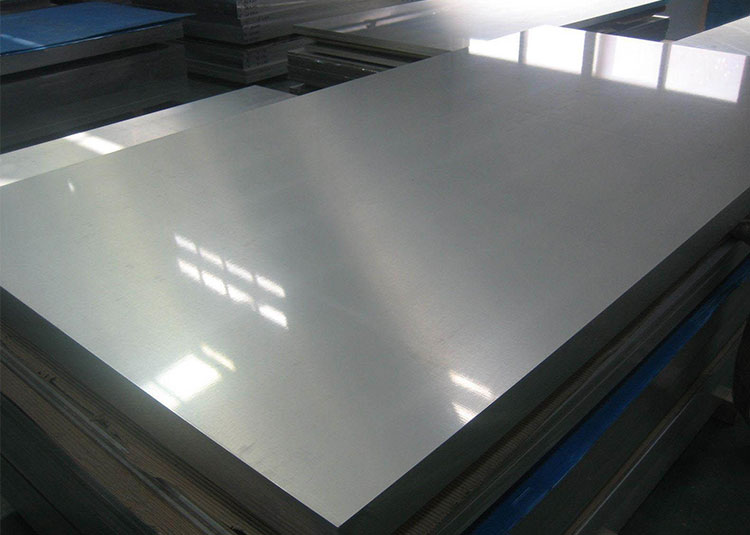
のプリベークカーボンアノードアルミニウム電解セルの製造工程で非常に重要な役割を果たします。電解セルに直流電流を導入する導体として機能し、電解セルの陽極材料として陽極反応プロセスに関与します。その品質と作業条件は、アルミニウム電解生産が正常であるかどうか、および現在の経済的および技術的指標 (効率、電力消費、一次アルミニウム グレードなど)、特に品質の重要な指標である抵抗率指標と密接に関連しているかどうかに影響を与えます。アノードの。
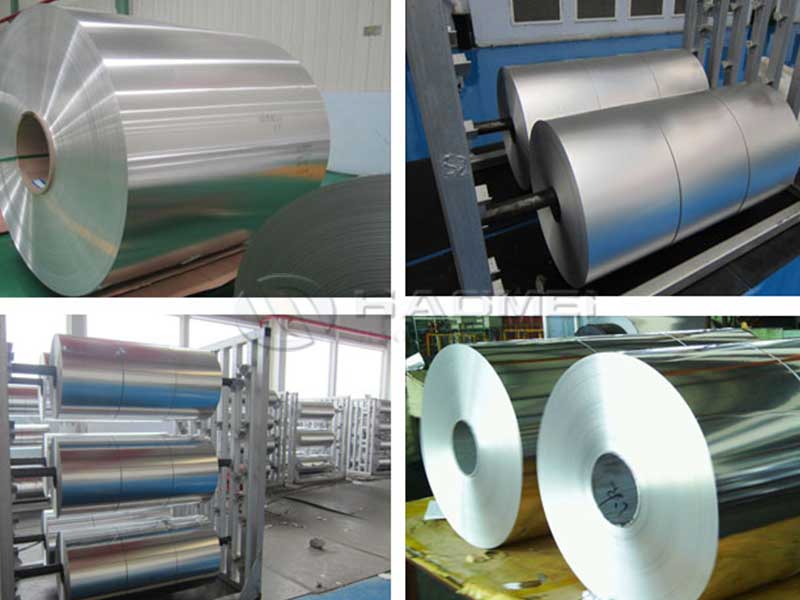
のプリベークカーボンアノードカーボンブロックは一般的に直方体であり、電解槽に通電したときの電流密度は一般に0.7A/cm2~0.8A/cm2で、これにリード線と接触抵抗、アルミニウムが消費するカーボン陽極の電圧降下を加えたものです。電解生成量は 300mV~500mV で、電解槽の電圧降下の 10%~15% を占めます。電解セルでは、抵抗率の増加プリベークカーボンアノード陽極電圧降下の増加につながり、電解消費量も増加します。炭素ブロックの抵抗率が 1μΩ・m 増加するごとに、セル電圧が 2.59mV 増加し、圧力降下が 1mV 増加するたびに、消費電力が 3.2Kwh/t-Al 増加する可能性があります。
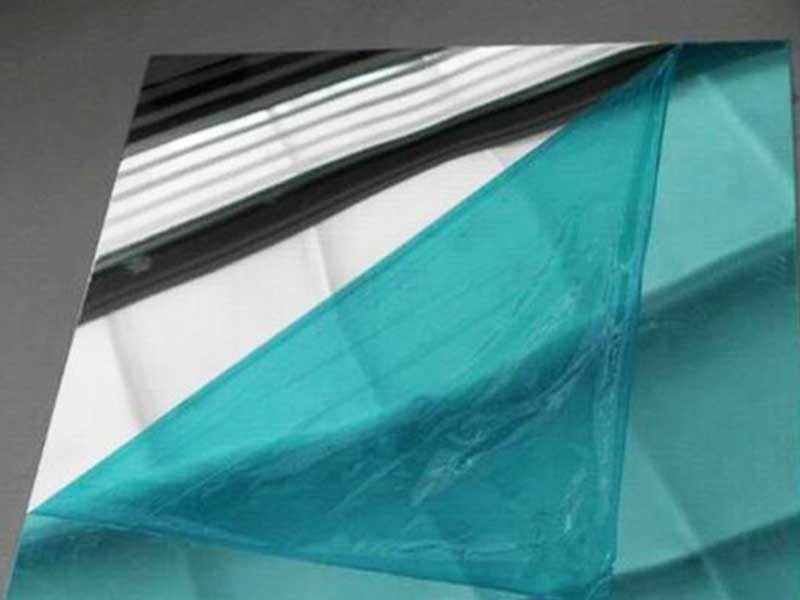
プリベークアノードの実際の製造プロセスでは、製造プロセスが長いため、各プロセスに多くの影響要因があり、抵抗率が比較的大きく変動することが多く、アノードの品質に不安定な要因が生じ、効率的で省エネルギーに影響します電解槽で使用します。非鉄金属の業界標準ではプリベークカーボンアノードアルミニウム電解 (YS/T285-2012) の抵抗率プリベークカーボンアノード1級品は57μΩ・m以下、2級品は62μΩ・m以下です。
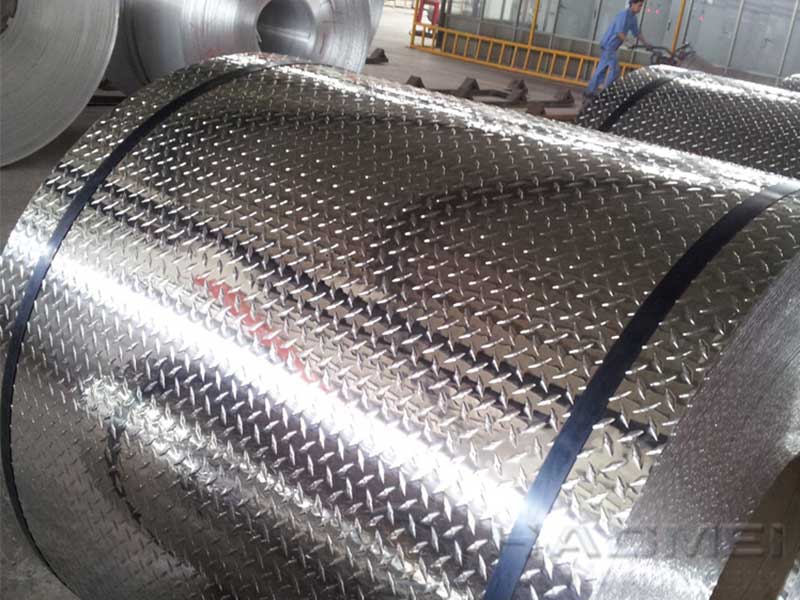
プリベークされたアノードの抵抗率の変化は、熱処理温度の変化の関数です。製造プロセスでは、生石油コークスの構造、気孔率、粒度分布、粉末コークス含有量。プロセス条件の焼成温度、焼成温度上昇速度、最終焼成温度、および保持時間の制御。材料のサイズ、機器の調整、およびパラメーターの最適な組み合わせ 設定とスタッフの操作基準は、アノードの抵抗率に大きな影響を与えます。既存の技術のほとんどは、高品質のアノードを得るために、これとさらなる研究に焦点を当てているか、式を変更したり、プロセス条件を最適化したりしていますが、既存のプリベークカーボンアノード技術によって準備されたまだ比較的高い抵抗率を持っています。